3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
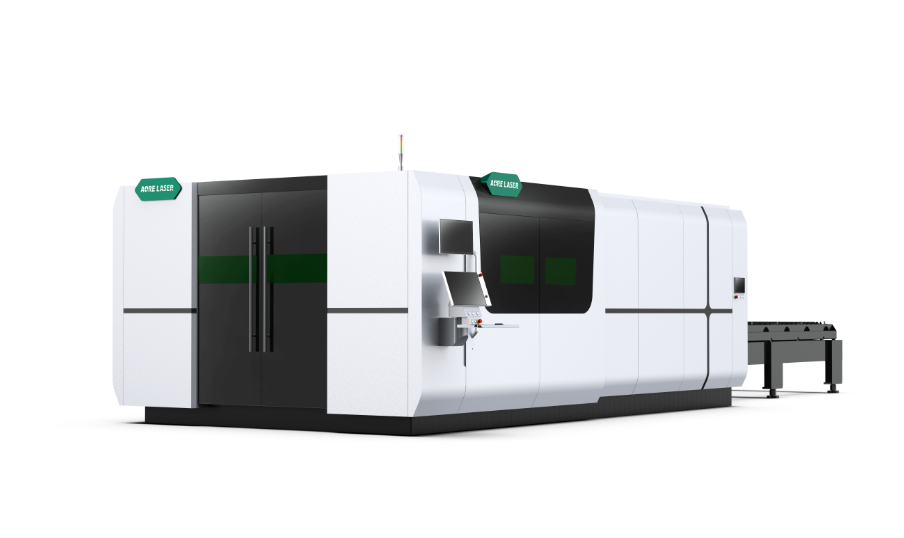
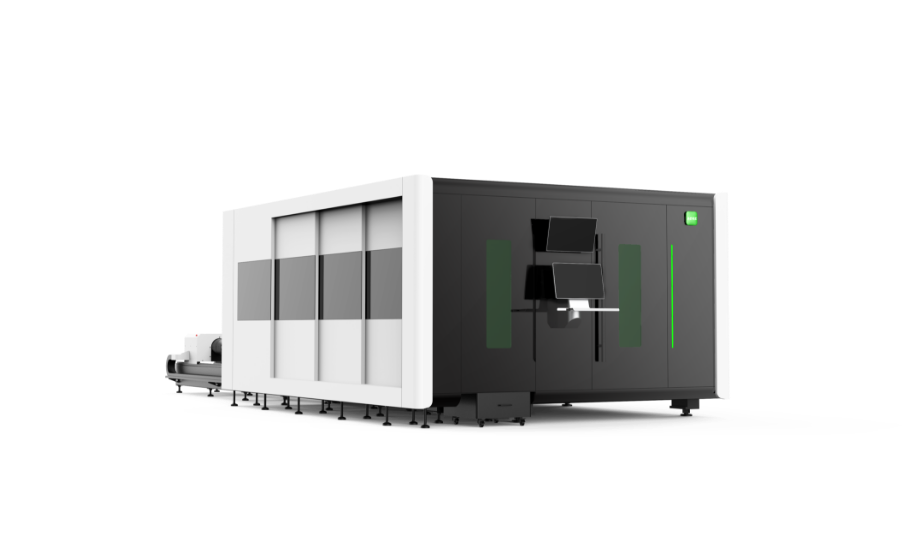
Tam Korumalı Yüksek Hızlı Sac Lazer Kesim Makinesi
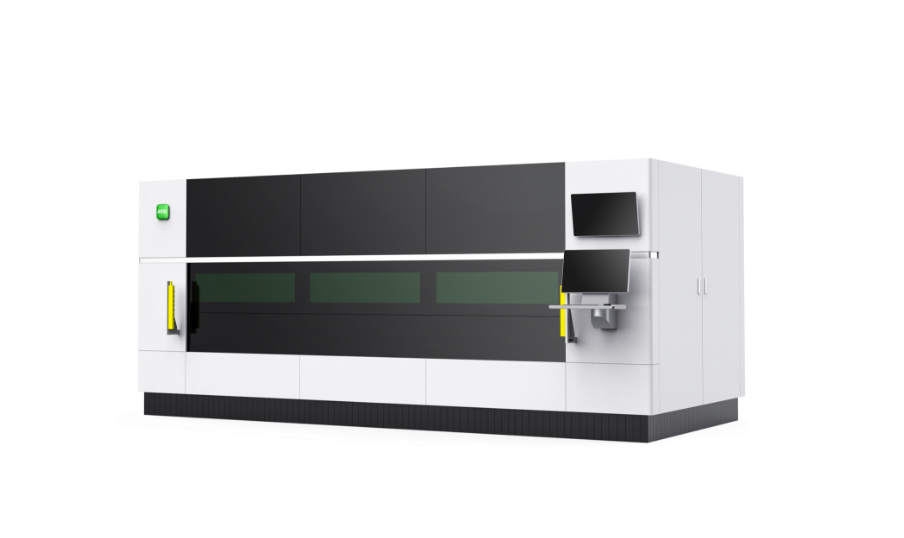
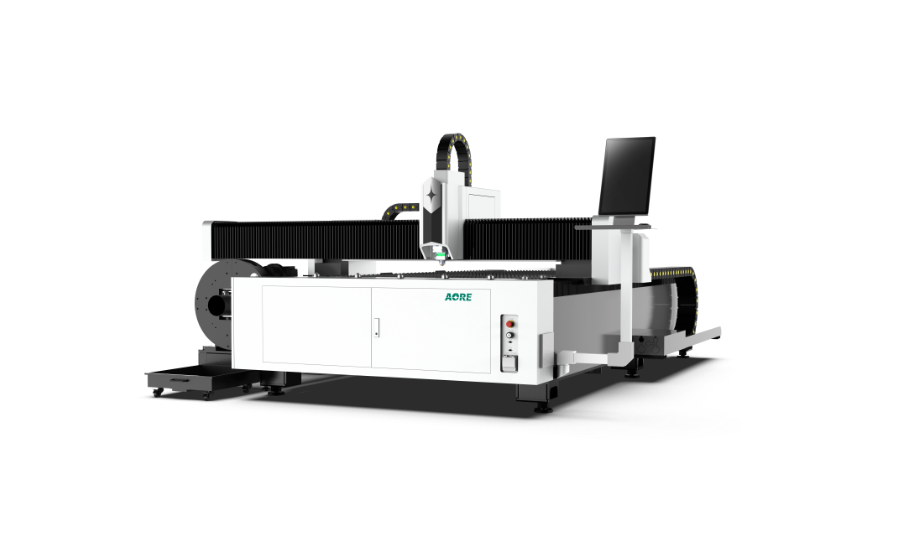
Hepsi Bir Arada Fiber Lazer Kesim Makinesi
Tek platformlu plaka lazer kesim makinesi
Yüksek Hızlı Levha Fiber Lazer Kesim Makinesi
Yüksek güçlü sac lazer kesim makinesi
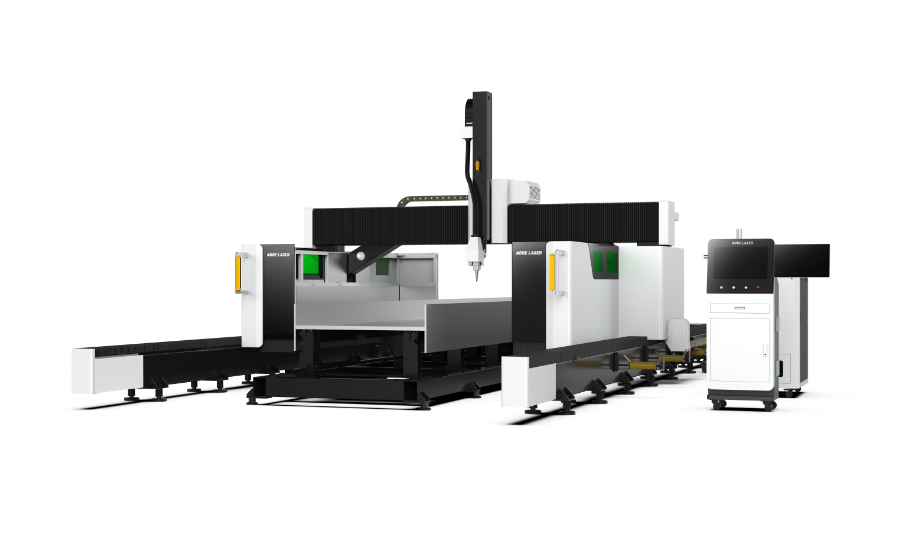
Tam Korumalı Fiber Lazer Eğimli Kesim Makinesi
Hassas sac metal lazer kesim makinesi
Zemin rayı levha fiber lazer kesme makinesi
6-12KW
6-20kW
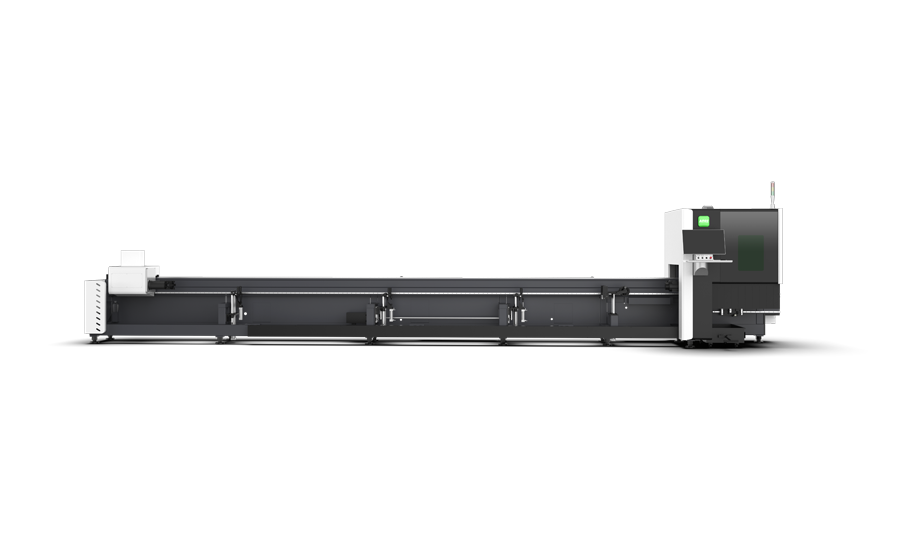
3D Eğimli Yüksek Hızlı Lazer Boru Kesme Makinesi
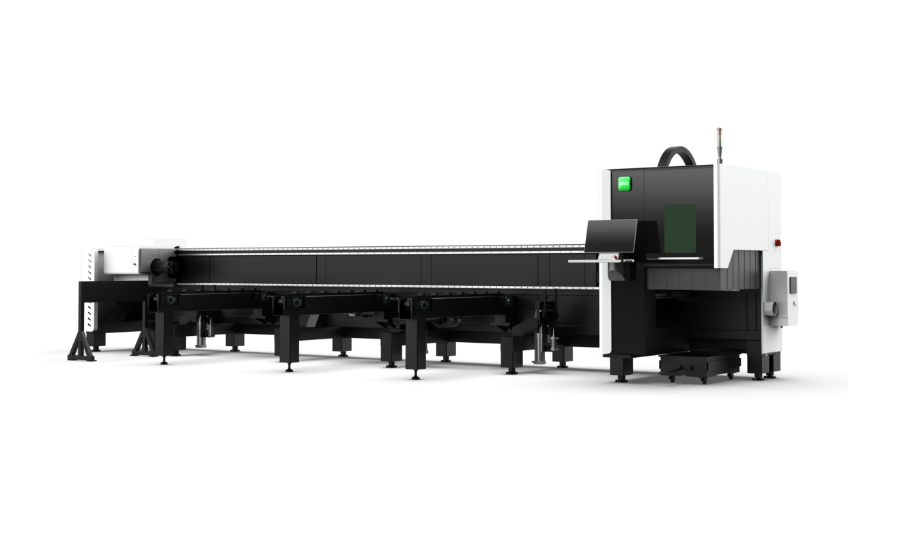
Yüksek Hızlı Boru Lazer Kesim Makinesi
Verimli Tüp Fiber Lazer Kesim Makinesi
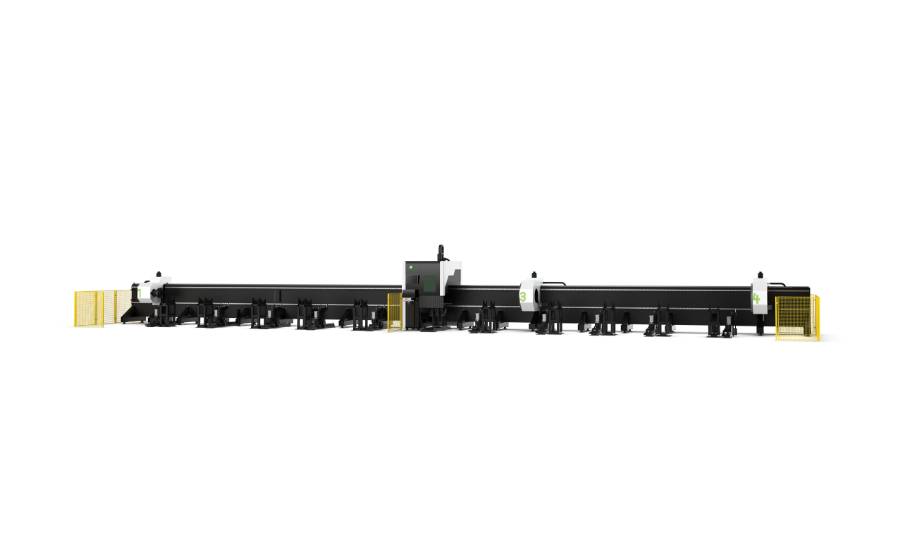
Üç Aynalı Ağır Hizmet Tipi Boru Lazer Kesim Makinesi
Üç-Mandrenli Boru Fiber Lazer Kesim Makinesi
Ağır Hizmet Tipi Dörtlü Aynalı Boru Fiber Lazer Kesim Makinesi
Yüksek Hızlı Tüp Fiber Lazer Kesim Makinesi
1.5-6kW
Çift Platformlu Sac ve Boru Fiber Lazer Kesim Makinesi
Verimli Sac ve Boru Fiber Lazer Kesim Makinesi
3D Beş Eksenli Fiber Lazer Kesim Makinesi
Otomatik Profil Yükleme ve Boşaltma Sistemi
Sac Metal Depo Yükleme/Boşaltma Makinesi
Otomatik Sac Metal Yükleme Cihazı
Otomatik Konsol Sac Metal Yükleme Cihazı
Konsol Sac Metal Yükleme Cihazı
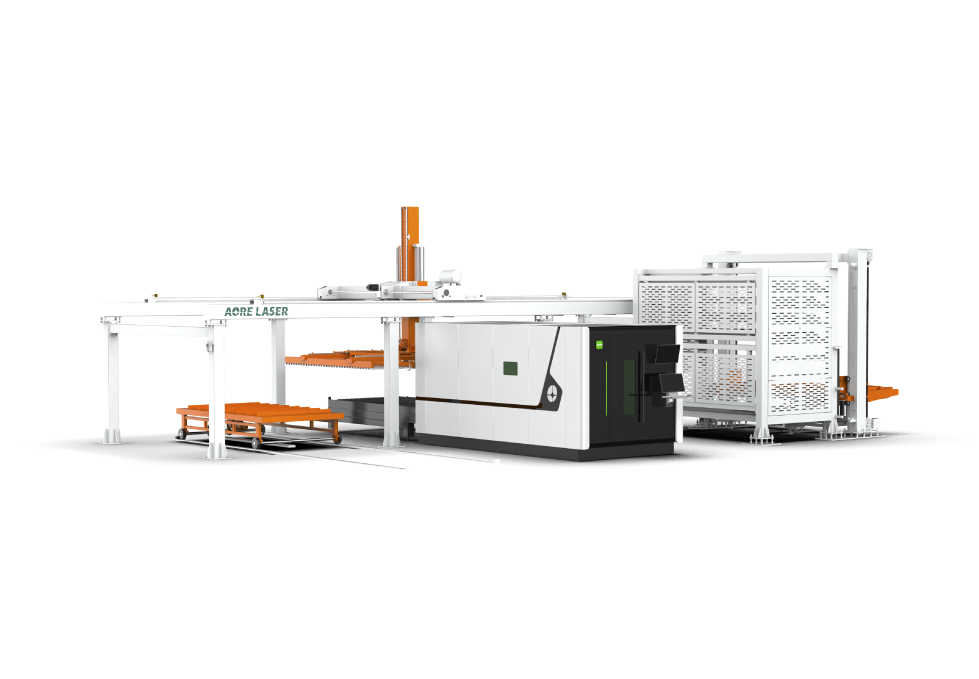
Akıllı Sac Üretim Hattı
Bobin Lazer Kesim Üretim Hattı
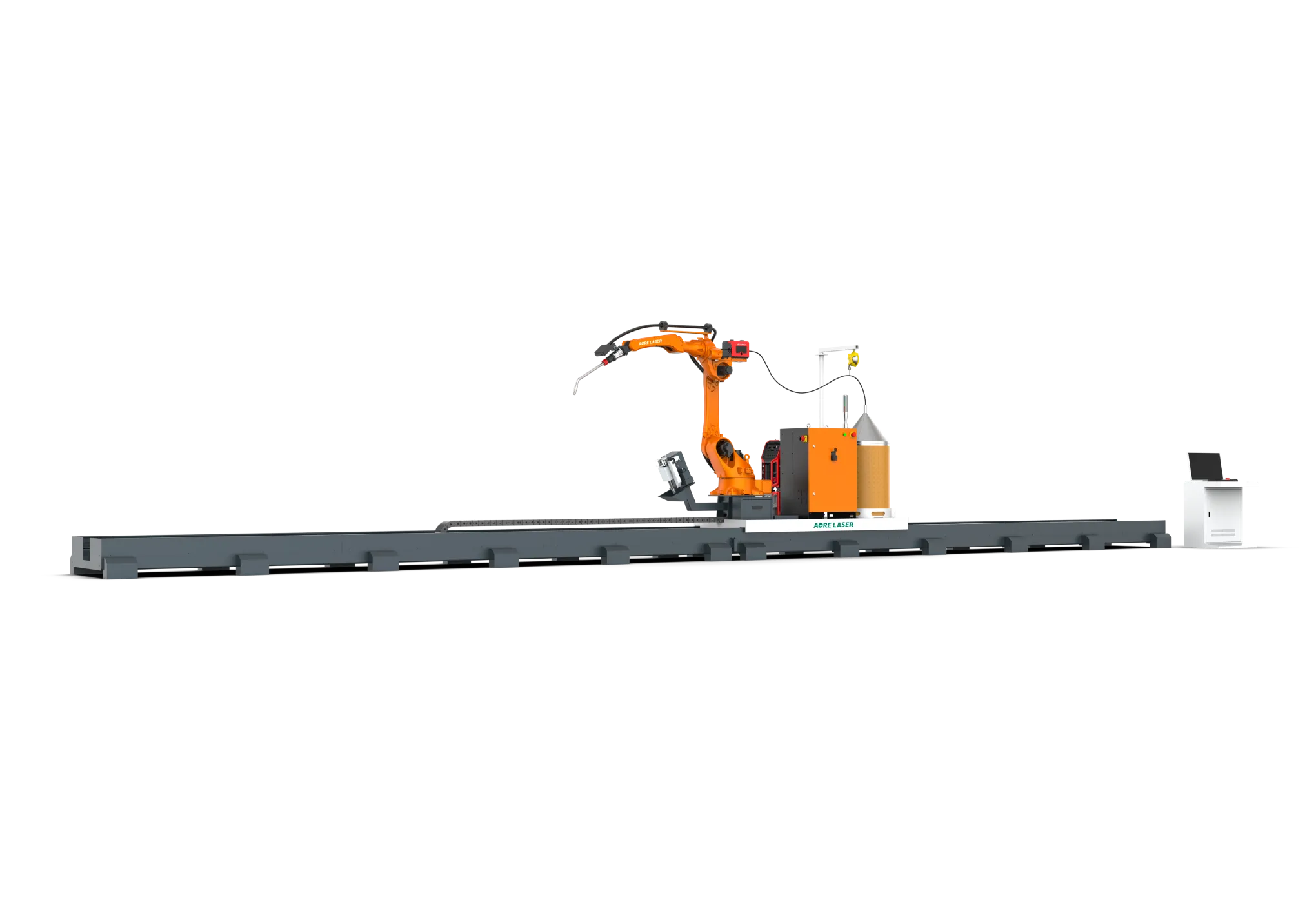
Akıllı Kaynak İş İstasyonu
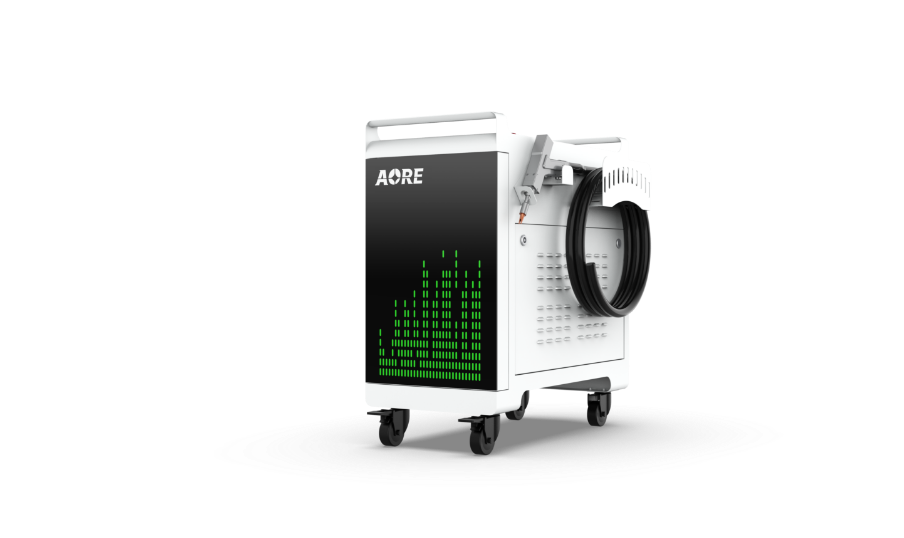
3kW
Su Soğutmalı El Tipi Lazer Kaynak Makinesi
Su soğutmalı el tipi lazer temizleme makinesi
* İsim
* E-posta
* Telefon veya WhatsApp
* Ülke
* Şehir
Şirketi
* Kesme Malzemesi
* İleti
Sorun Açıklaması
Birçok kullanıcı, uzun süreli kullanımdan sonra lazer kesim makinelerinin kusurlu yuvarlak delikler (örneğin, 30 mm çapında) üretmeye başladığını bildiriyor. Temiz daireler yerine, kesimler oval veya çokgen görünüyor ve bu da parça doğruluğunu önemli ölçüde etkiliyor.
Lazer Kesim Makinelerinde Yuvarlak Olmayan Deliklerin Kök Nedenleri
1. Yanlış Hareket Parametreleri
Aşırı hızlanma/sarsıntı ayarları dişlilerde mekanik strese neden olur
Yüksek rölanti hızı (>40mm/dak) zamanla aşınmayı kötüleştirir
Çok yüksek (>4Hz) ayarlanan köşe düzeltme (alçak geçiş filtresi) dairesel yolları bozar
2. Tahrik Sistemlerinde Mekanik Aşınma
Uzun süreli kullanımdan dolayı dişli ve kremayer boşluğu oluşur
Aşınmış redüktör dişlileri konumlandırma hassasiyetini kaybeder
Uygunsuz geçme boşluğu (X/Y eksenleri için 0,06 mm olmalıdır)
3. Arızalı Hareket Bileşenleri
Ağır hasarlı redüktörler ayardan sonra bile doğruluğu koruyamaz
Yuvarlak Kesim Doğruluğunu Geri Kazandırmak İçin Kanıtlanmış Çözümler
✔ Lazer Kesim Makineleri için Parametre Optimizasyonu
Not: Modele özgü ayarlar için lazer kesim makinenizin kılavuzuna bakın (örn. FM serisi varsayılanları).
✔ Dişli/Ray Bakım Prosedürü
0,5 mm lehim teli kullanarak boşluğu kontrol edin
Mesh boşluğunu 0,06 mm'ye (X ekseni tek tahrik) / 0,06 mm x2'ye (Y ekseni çift tahrik) ayarlayın
Tüm montajları tork anahtarıyla tekrar sıkın
✔ Bileşenler Ne Zaman Değiştirilmeli
Delikler şu işlemlerden sonra bile bozuk kalırsa:
Parametre ayarlamaları VE
Mekanik yeniden kalibrasyon → Redüktörü değiştirin
Aore, Pakistan Endüstri Fuarı 2025'te Lazer Mükemmeliyetini Sergiledi
AORE Laser, SIMTOS 2026'da Gelişmiş Lazer Kesim Teknolojisiyle Başarısını Tamamladı
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.